


熱塑性塑料由于其耐腐蝕性、低重量、高強度、易加工以及較金屬材料而言的經濟性優勢,在工程制造行業廣泛應用。用HD-PE、PP、PVC-U、PVC-C、PA、PVDF、ECTFE等熱塑性材料制成的塑料容器或制造局部結構復雜的設備(如風扇或泵)時,對于塑料焊接技術是一項非常嚴格的考驗。
塑料焊接是通過熱能和壓力的影響將熱塑性材料制成的工件不可分離地連接到一起。不同的焊接方式,不同的焊縫形狀,不同的焊接速度,不同焊接時間都是影響焊接質量的重要因素。
塑料焊接的類型可分為無焊條焊接和有焊條焊接,為了讓大家對塑料焊接有更深刻的了解,今天我們來說幾種塑料焊接工藝。
需要焊條的最典型案例是電鍍槽焊接,由于電鍍槽的結構較為復雜,焊縫的形狀較為多樣化。
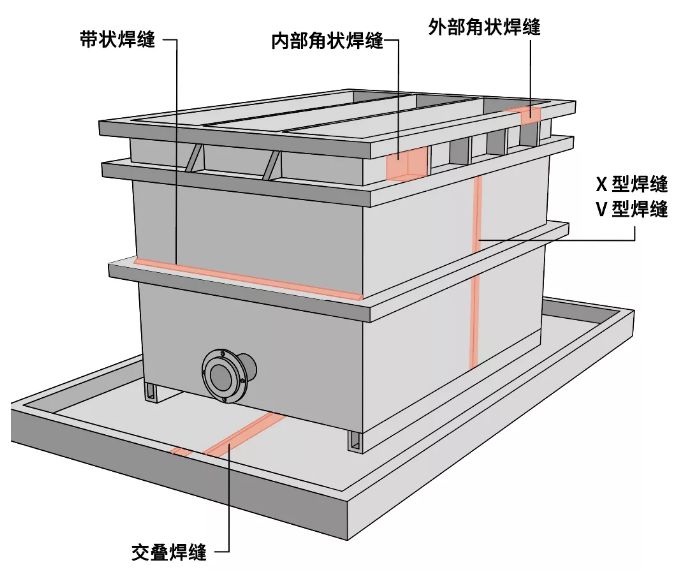
帶狀焊縫
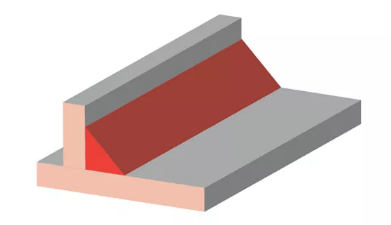
是最常使用的焊縫幾何形狀。它出現在以T型接頭焊接兩個工件時。
內部角狀焊縫
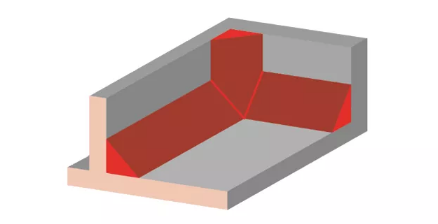
主要用于很難接近的位置,最有效率地焊接成任何幾何形狀和花鍵幾何形狀的焊縫。
外部角狀焊縫
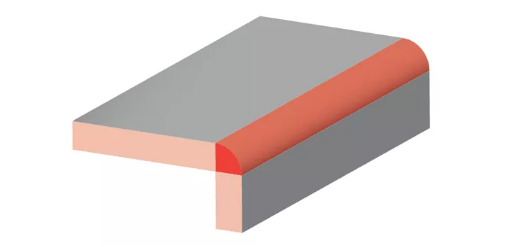
是指一種帶狀焊縫。焊縫經過相對的工件邊緣。因此是沿著外側的縱邊(邊緣)焊接。
X型焊縫
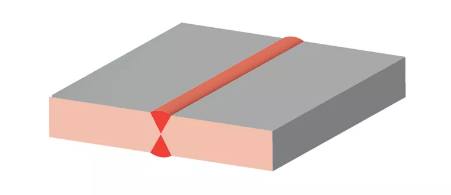
雙V型焊縫也稱為X型焊縫。它屬于對接焊縫,由兩個V型焊縫組合而成。V型焊縫分別位于待焊接部件的兩側。
V型焊縫
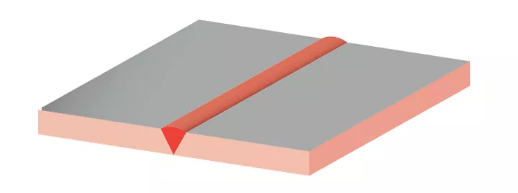
為了形成對于V型焊縫來說典型的V型角,工件應適當傾斜或者彼此的擺位形成相應的角度。
交疊焊縫
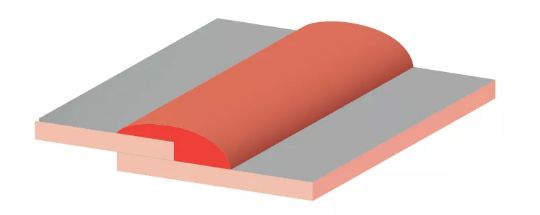
主要用于塑料膜。膜片彼此交疊排布,焊縫位于上部隨意擺放的材料邊緣的上方。
在電鍍槽焊接作業中,單一的焊接工藝往往會使焊接強度與速度背道而馳,難以實現真正地高效焊接。針對焊縫位置、形狀以及材料厚度的不同,我們選擇怎樣的工藝去焊接就變得非常關鍵。
焊接工藝
一、熱風焊接
.jpg)
熱風焊接工藝中,熱量受到控制。加熱后的空氣被輸送到工件的待焊區域,通過壓力輪施加需要的壓力。
二、熱楔焊接
.jpg)
該工藝的特征是熱楔塊通過加熱管直接進行加熱,產生的熱量通過熱楔塊直接傳遞到工件的待焊區域,尤其適合焊接比較厚的材料。
三、熱風楔式焊接
.jpg)
熱風楔 (加熱的熱楔和熱風的組合) 是指熱風用來進行預熱,實際的焊接過程通過熱楔部分來完成,熱風同時對工件的待焊區域起到清潔作用。
四、鐘擺式焊接(WF)
.jpg)
鐘擺式焊接需要和基材同種材質的焊條,兩者的表面都需要通過熱風進行預熱。通過類似鐘擺運行軌跡的上下往復焊接過程,兩部分工件被連接在一起。
五、快速焊接(WZ)
.jpg)
該工藝需要使用快速焊接風嘴,預熱待焊工件的表面至合適的溫度進而塑化,再通過向下的壓力將兩部分工件連接在一起。
六、擠出式焊接
.jpg)
擠出焊接過程中,基材通過熱風進行預熱,然后通過添加的擠出熔體連接在一起。焊條被喂料進入到加熱料筒,然后進行塑化并通過螺桿擠出。
